Tornejament

El tornejament és un tipus de mecanitzat que es realitza per un torn a la indústria metal·lúrgica i fusteria, el resultat és una forma rodona, exterior o interior .
Es realitzen en els eixos de revolució o altres components que tinguin mecanitzats cilíndrics concèntrics o perpendiculars a un eix de rotació tant exteriors com interiors. Durant l'operació es fixa als torns les eines adequades a la forma desitjada i la natura del material a tornar, principalement la duresa.
Avui en dia, els mecanitzats complexos i de precisió es realitzen en torn CNC, i les sèries grans de peces es realitzen en torn automàtic, però encara queden molts mecanitzats que es realitzen amb torn paral·lel on es requereix una bona perícia i professionalitat de part dels operaris que els manegen.
Operacions de tornejament
[modifica]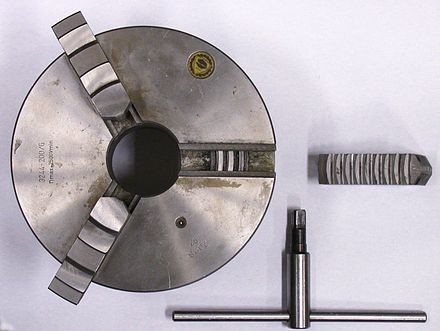

En un torn paral·lel universal es poden realitzar les següents operacions de tornejament:
tornejament exterior :
Cilindratge, Refrentat, Ranurat, Roscat, Grafilat, cilindratge cònic, cilindratge esfèric xamfrans. Espirals
tornejament interior :
Trepatge, Mandrinatge, Ranurat, Mandrinatge cònic, Mandrinatge esfèric, Roscat, aixamfranat interior.
Sistemes de fixació de les peces en els torns
[modifica]

Hi ha dos sistemes per fixar les peces als torns depenent que siguin eixos o un altre tipus de peça.
Als eixos se'ls fa en els extrems (al seu centre) uns petits forats per poder-los subjectar entre els punts cònics que hi ha situats en l'eix motriu i en el contrapunt, per assegurar la rotació dels eixos es fa servir mitjà d'arrossegament.
A les peces que es tornegen a l'aire, es subjecten amb un plat, que pot tenir accionament manual o hidràulic, també s'anomena plat de gats.
Eines de tornejament
[modifica]Les eines de tornejament es diferencien en dos factors: D'una banda segons el material de què estan constituïdes i d'un altre el tipus d'operació que realitzen. Segons el material constituent les eines poden ser d'acer ràpid, metall dur soldat, o plaquetes de metall dur (widia) canviables. La tipologia de les eines de metall dur estan normalitzades d'acord amb el material que es mecanitzi, ja que cada material ofereix una resistència diferent, el codi ISO per a eines de metall dur és el següent:


Acers: Lletra P, color blau.
Acer inoxidable: Lletra M, color groc
Foneries: Lletra K color vermell
Metalls no fèrrics: Lletra N color verd
Metalls endurits. Lletra H color gris
Esmolat d'eines
[modifica]Quan l'eina és d'acer ràpid, o té la plaqueta de metall dur soldada al portaeines, cada vegada que el tall es desgasta, cal desmuntar-la, i afilada correctament amb els angles de tall específic en una esmoladora. Això alenteix bastant la feina. Així que quan es mecanitzen peces en sèrie, el normal és utilitzar portaeines amb plaquetes canviables, perquè tenen diverses cares de tall ia més es fa d'una manera molt ràpida.
També es poden fer en eines d'acer lent.
Elecció de les eines per al tornejament
[modifica]En els torns moderns i causa de l'alt cost que té el temps de mecanitzat, és de vital importància fer una selecció adequada de les eines que permeti realitzar els mecanitzats en el menor temps possible i en condicions de precisió i qualitat requerits.
Factors de selecció per a operacions de tornejament
- Disseny i limitacions de la peça . Mida, toleràncies del tornejament, tendència a vibracions, sistemes de subjecció, acabat superficial. Etc
- Operacions de tornejament a realitzar : Cilindres exteriors o interiors, recapçament, ranurats, desbast, acabats, optimització per a realitzar diverses operacions de forma simultània, etc.
- Estabilitat i condicions de mecanitzat : Corts intermitent, volada de la peça, forma i estat de la peça, estat, potència i accionament de la màquina, etc.
- Disponibilitat i selecció del tipus de torn : Possibilitat d'automatitzar el mecanitzat, poder realitzar diverses operacions de forma simultània, sèrie de peces a mecanitzar, qualitat i quantitat del refrigerant, etc.
- Material de la peça : Duresa, estat, resistència, barra, fosa, forja, mecanitzat en sec o amb refrigerant, etc.
- Disponibilitat d'eines : Qualitat de les eines, sistema de subjecció de l'eina, accés al distribuïdor d'eines, servei tècnic d'eines, assessorament tècnic.
- Aspectes econòmics de la mecanització : Optimització del mecanitzat, durada de l'eina, preu de l'eina, preu del temps de mecanitzat
Aspectes especials de les eines per mandrinar:
S'ha de seleccionar el major diàmetre de la barra possible i assegurar-se una bona evacuació de la ferritja. Seleccionar la menor volada possible de la barra. Seleccionar eines de la major tenacitat possible
Formació d'encenalls
[modifica]El tornejament ha evolucionat tant que ja no es tracta només d'arrencar material a gran velocitat, sinó que els paràmetres que componen el procés han d'estar estretament controlats per assegurar els resultats finals d'economia qualitat i precisió.
La forma de tractar l'encenall es converteix en un procés complex, on intervenen tots els components tecnològics de la mecanització, perquè pugui tenir la mida i la forma que no pertorbi el procés de treball. Si no fos així s'acumularien ràpidament masses d'encenalls llargues i fibroses en l'àrea de mecanització que formarien madeixes embullades i incontrolables.
La forma que pren l'encenall es deu principalment al material que s'està tallant i pot ser de material dúctil i també trencadissa i fràgil.
L'avanç amb què es treballi i la profunditat de passada, són bastant responsables de la forma d'encenall, i quan no es pot controlar amb aquestes variables cal recórrer a triar l'eina que porti incorporat un rompevirutas eficaç.
Mecanitzat en sec i amb refrigerant
[modifica]Avui en dia el tornejament en sec és completament viable i s'empra en nombroses aplicacions. Hi ha una tendència recent a efectuar els mecanitzats en sec sempre que la qualitat de l'eina ho permeti. Una zona de temperatura de tall més elevada pot ser en molts casos, un factor positiu.
No obstant això el mecanitzat en sec no és adequat per a totes les aplicacions, especialment per trepats, roscats i mandrinats per garantir l'evacuació de les encenalls.
Cal avaluar amb cura operacions, materials, peces, exigències de qualitat i maquinària per identificar els beneficis d'eliminar l'aportació de refrigerant
Quan s'està treballant en un torn, cal observar una sèrie de requisits per assegurar-se no tenir cap accident que pogués ocasionar qualsevol peça que fos comiat del plat o l'encenall si no surt bé tallada. Per això la majoria de torns tenen una pantalla de protecció.
Control de ferritja i fluid de refrigeració de les eines
[modifica]
L'evacuació de l'encenall al tornejament pot ser problemàtica quan es mecanitzen peces d'acer si no es fa servir l'eina adequada amb els angles de tall d'acord al material que es mecanitza en funció de la profunditat de passada que tingui i de l'avanç. Quan es treballa amb les eines de metall dur les velocitats de tall i avanç són molt elevades, la temperatura en el tall de l'eina és molt alta i per prevenir un desgast immediat o trencament de l'eina es fa necessari refrigerar la zona de tall amb un bombament abundant d'oli de tall o taladrina.
Fonaments tecnològics del tornejament
[modifica]En el tornejament hi ha 6 paràmetres clau:
- 1.Velocidad de tall . Es defineix com la velocitat lineal a la perifèria de la zona que s'està mecanitzant. La seva elecció ve determinada pel material de l'eina, el tipus de material de la peça i les característiques de la màquina. Una velocitat alta de tall permet realitzar el mecanitzat en menys temps però accelera el desgast de l'eina. La velocitat de tall s'expressa en metres/minut
- 2.Velocitat de rotació de la peça , normalment expressada en revolucions per minut. Es calcula a partir de la velocitat de tall i del diàmetre major de la passada que s'està mecanitzant.
- 3.Avanç , definit com la velocitat de penetració de l'eina en el material. Es pot expressar de dues maneres: bé com mil·límetres de penetració per revolució de la peça, o bé com mil·límetres de penetració per minut de treball.
- 4 Profunditat de passada : És la distància radial que abasta una eina en la seva fase de treball. Depèn de les característiques de la peça i de la potència del torn.
- 5 Potència de la màquina : Està expressada en kW, i és la que limita les condicions generals de mecanitzat, quan no està limitat per altres factors.
- 6 Temps de tornejament . És el temps que triga l'eina a efectuar una passada.
Aquests paràmetres estan relacionats per les fórmules següents:
Generalment, la velocitat de tall òptima de cada eina i l'avanç de la mateixa estan indicats en el catàleg del fabricant de l'eina o, si no, en els promptuaris tècnics de mecanitzat.
Vegeu també
[modifica]Referències
[modifica]Bibliografia
[modifica]- Millán Gómez, Simón. Procediments de Mecanitzat. Madrid: Editorial Paraninfo, 2006. ISBN 84-9732-428-5.
- Sandvik Coromant. Guia Tècnica de Mecanitzat. AB Sandvik Coromant 2005.10, 2006.
- Larbáburu Arrizabalaga, Nicolás. Màquines. Promptuari. Tècniques màquines eines.. Madrid: Thomson Editors, 2004. ISBN 84-283-1968-5.
- Bantam Books, "A Storm of Swords", Gorge R.R. Martin
Tecnologia assistida per ordinador | |
|---|---|
Foradat i roscat | |
Rectificat i esmerilat | |
Utillatges | |
Treballat de xapa | |
Generalitats | |